
What Does Laser Cutting Thickness Mean?
- Cutting thickness is different from engraving depth
- Thicker materials require higher laser power
- The cutting limit depends heavily on material properties
Key Factors That Affect Laser Cutting Thickness
Laser cutting performance is influenced by several technical factors. Let’s explore them one by one.
1. Laser Power (Wattage)
Laser power is the most direct factor affecting cutting thickness. Higher wattage lasers deliver more energy into the material, allowing deeper cuts.
Typical industrial fiber laser power ranges:
- 1kW – 3kW (thin to medium metals)
- 6kW – 12kW (thicker industrial plates)
- 20kW+ (heavy-duty structural cutting)
Example:
- 2kW fiber laser → cuts ~6mm mild steel
- 6kW fiber laser → cuts ~20mm mild steel
- 12kW fiber laser → cuts 30mm+ steel
2. Material Type
Different materials react differently to laser energy.
Key material properties include:
- Melting point
- Reflectivity
- Thermal conductivity
- Density
Metals require higher power and assist gas for efficient cutting.
Copper and aluminum are harder to cut due to reflection, while mild steel is easier.
3. Cutting Speed
Cutting speed determines how long the laser beam stays on a specific point.
- Faster speed → cleaner edges, less heat distortion
- Slower speed → deeper cuts, but risk of burning or dross
Finding the right balance is essential for thick cutting.
4. Assist Gas (Oxygen, Nitrogen, Air)
Assist gas improves cutting efficiency by removing molten material.
Common gases include:
Oxygen (O₂)
- Best for thick mild steel
- Supports combustion and increases cutting speed
- Leaves an oxidized edge
Nitrogen (N₂)
- Best for stainless steel
- Produces clean, bright edges
- Higher operating cost
Compressed Air
- Low-cost option
- Works for thin sheet cutting
5. Beam Quality & Focus Lens
Laser cutting thickness also depends on:
- Spot size
- Beam quality (M² factor)
- Correct focal positioning
A well-focused beam produces:
- Narrow kerf width
- Higher energy concentration
- Better thick-cut penetration
Maximum Laser Cutting Thickness by Material
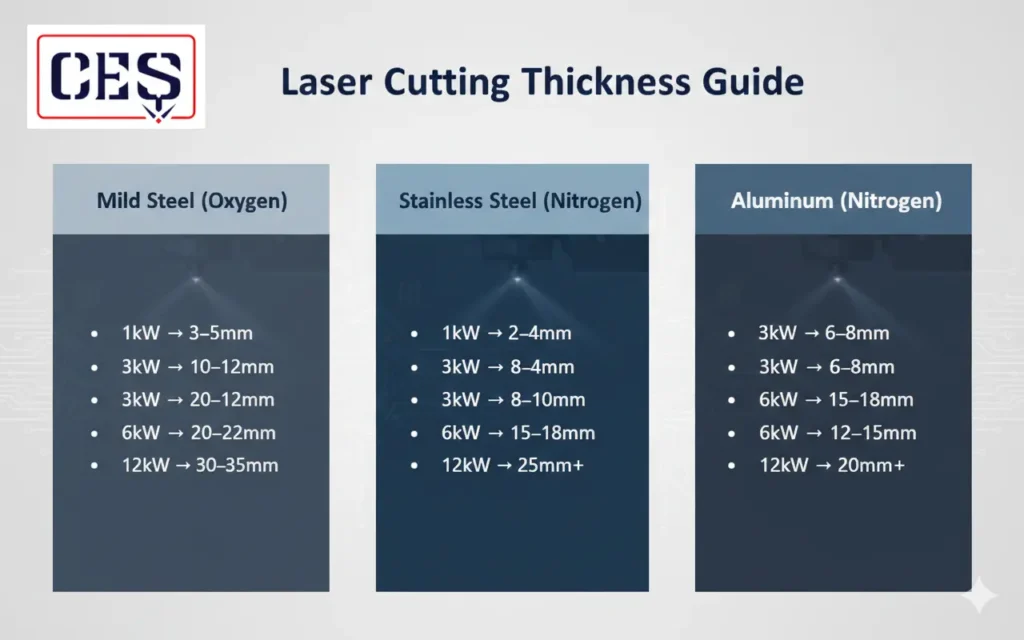
Below is a general guide for industrial fiber lasers:
Mild Steel (Carbon Steel)
Mild steel is the easiest metal to laser cut.
Laser Power | Max Thickness |
1kW | 3–5mm |
3kW | 10–12mm |
6kW | 20–22mm |
12kW | 30–35mm |
Best assist gas: Oxygen
Stainless Steel
Stainless steel requires nitrogen for clean edges.
Laser Power | Max Thickness |
1kW | 2–4mm |
3kW | 8–10mm |
6kW | 15–18mm |
12kW | 25mm+ |
Best assist gas: Nitrogen
Aluminum
Aluminum is reflective and needs higher power.
Laser Power | Max Thickness |
3kW | 6–8mm |
6kW | 12–15mm |
12kW | 20mm+ |
Best assist gas: Nitrogen
Copper & Brass
These are among the most difficult metals due to reflectivity.
- Requires specialized fiber laser systems
- Thickness limits are lower compared to steel
Typical cutting range:
- 1–6mm depending on machine design
Laser Type Comparison: Thickness Capability
Choosing the right laser system is critical for industrial cutting.
Fiber Laser
Fiber laser cutting in modern metal fabrication is widely preferred due to its high precision, faster processing speed, low maintenance, and excellent performance when cutting thick metals like steel, stainless steel, and aluminum in industrial applications.
Advantages of fiber laser:
- High speed
- Thick cutting ability
- Low maintenance
Used for:
- Steel plates
- Stainless steel
- Industrial fabrication
Common Problems When Cutting Thick Materials
Cutting thicker metals introduces challenges such as:
- Excessive dross buildup
- Rough edge finish
- Incomplete penetration
- Heat distortion and warping
- Slower production speed
Proper settings and equipment help overcome these issues.
Tips to Improve Thick Laser Cutting Performance
Here are proven strategies:
- Use higher assist gas pressure
- Optimize cutting speed and focus
- Keep nozzles aligned properly
- Choose the correct lens for thick cutting
- Maintain stable beam quality
- Upgrade to higher wattage if needed
Industrial Applications of Thick Laser Cutting
Thick plate laser cutting is widely used in:
- Structural steel fabrication
- Automotive chassis manufacturing
- Heavy machinery parts
- Shipbuilding and offshore projects
- Power plant equipment
How to Choose the Right Laser Cutting Machine
Before investing, ask:
- What maximum thickness do you need to cut?
- Which materials are most common?
- Do you need clean edges (nitrogen cutting)?
- What production speed is required?
- What level of automation is needed?
Choosing the right machine ensures better ROI and long-term productivity.
Conclusion
Laser cutting thickness depends on a combination of:
- Laser power
- Material type
- Cutting speed
- Assist gas
- Beam quality and focus
For manufacturers cutting thick industrial plates, high-power fiber lasers deliver the best results. If you’re planning a fabrication setup or need expert guidance on industrial cutting solutions, working with experienced engineering partners is key.